歡迎訪問四川中立達鋼結構工程有限公司網站!
 咨詢熱線 : 13688370230咨詢熱線 : 13688370230
咨詢熱線 : 13688370230咨詢熱線 : 13688370230

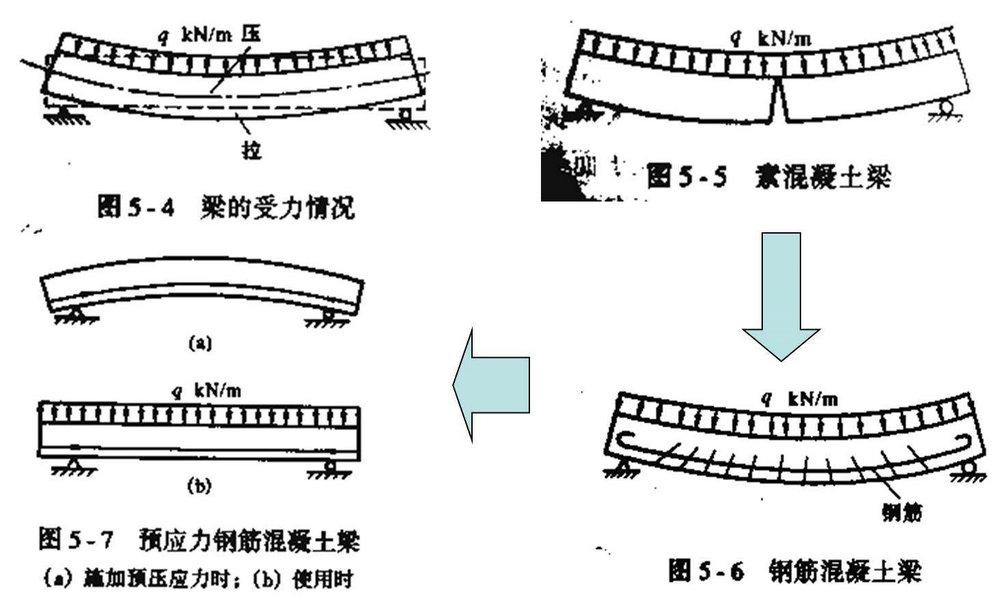
預應力是為了改善結構服役表現,在施工期間給結構預先施加的壓應力,結構服役期間預加壓應力可全部或部分抵消荷載導致的拉應力,避免結構破壞。常用于混凝土結構。預應力的施工在進行孔梁張拉時需要對管道摩阻損失、錨圈孔摩阻損失進行測量,根據實測結果對張拉控制應力作適當調整,確保有效應力值。四川鋼模板介紹預應力的施工。
張拉工藝流程:制束→穿束→預張拉→初張拉→終張拉→錨具外鋼絞線切割。
下料與編束:鋼絞線的下料采用砂輪切割機切割。按設計尺寸下料后,編束后用20號鐵絲綁扎,間距1~1.5m。編束時應先將鋼絞線用梳溜板理順,并盡量使各根鋼絞線松緊一致。
穿束方法:人工穿束。預應力成孔采用預埋波紋管、內穿塑料管的方法施工。預應力鋼絞線安裝,在梁體混凝土強度達到張拉要求后進行。
預應力施工采用ZB4-500油泵供油,用YCW250B千斤頂進行縱向張拉,張拉油表不低于1.0級。千斤頂標定有效期不超過一個月以及出現不正常現象時重新校驗。
油表檢驗與千斤頂視為一個單元進行檢驗,千斤頂在張拉作業前必須與油表配套校正,其校正系數不大于1.05。
預施應力按預張拉、初張拉、終張拉三個階段進行。張拉前,應清除管道內雜物和積水。
當混凝土強度應達到設計強度的60%,此時箱梁帶模預張拉,但模板應松開,不應對梁體壓縮造成障礙,張拉數量、張拉力、張拉順序符合設計要求;當梁體混凝土強度達到設計值的80%,且側模板拆除后,進行初張拉。張拉數量、張拉力、張拉順序符合設計要求;梁體混凝土強度、彈模達到設計值、齡期不少于10d后進行終張拉。
采用四臺千斤頂左右對稱、兩端同步進行張拉,按設計張拉順序施工。按均衡對稱,交錯張拉的原則進行。張拉時根據測試的管道摩阻及喇叭口摩阻試驗數據,調整張拉力,實行張拉力和伸長值指標雙控,張拉以張拉力控制為主,以鋼束伸長值進行校核。
張拉操作程序:0—0.2σK(測初始伸長值、測工具錨夾片外露)—σK(測伸長值、測工具錨夾片外露、持荷2min)—補油至σK—回油到0(測總回縮量、工作錨夾片外露量)。
終張拉完成,24小時后檢查確認無滑絲、斷絲現象,在保證安全的條件下,即可切割錨外多余鋼絞線,要用到角磨機切割。這一步就算是完成,可有效抵消或減小外荷載產生的拉應力,使結構在正常使用的情況下不產生裂縫或者裂得比較晚。這對建筑工程來說,是濃墨重彩的一筆。

